 06-6951-1831
06-6951-1831 06-6954-0251
06-6954-0251


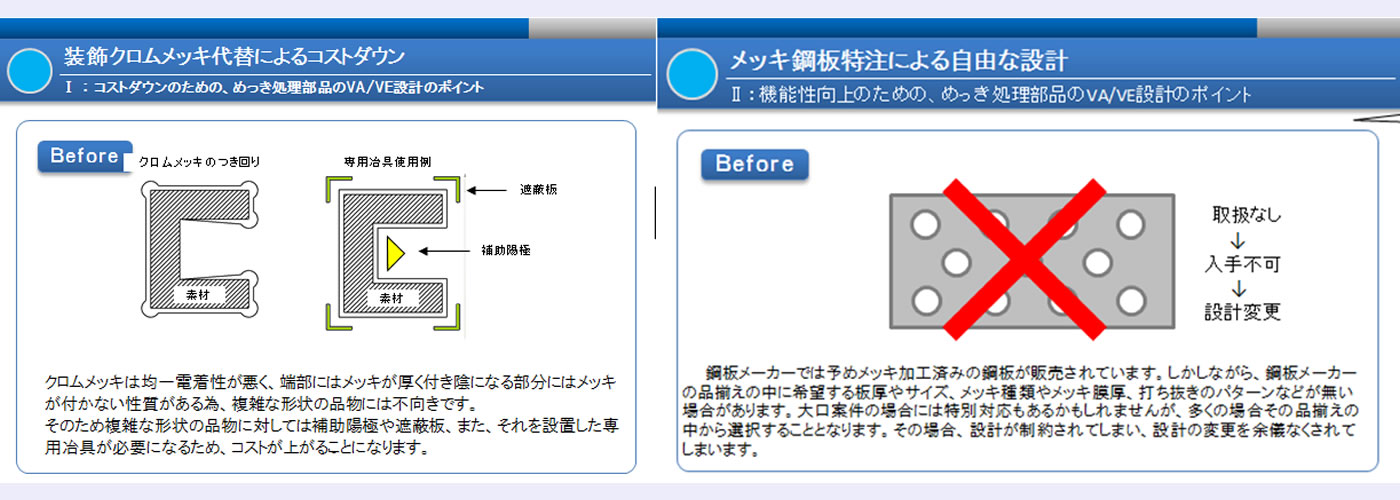
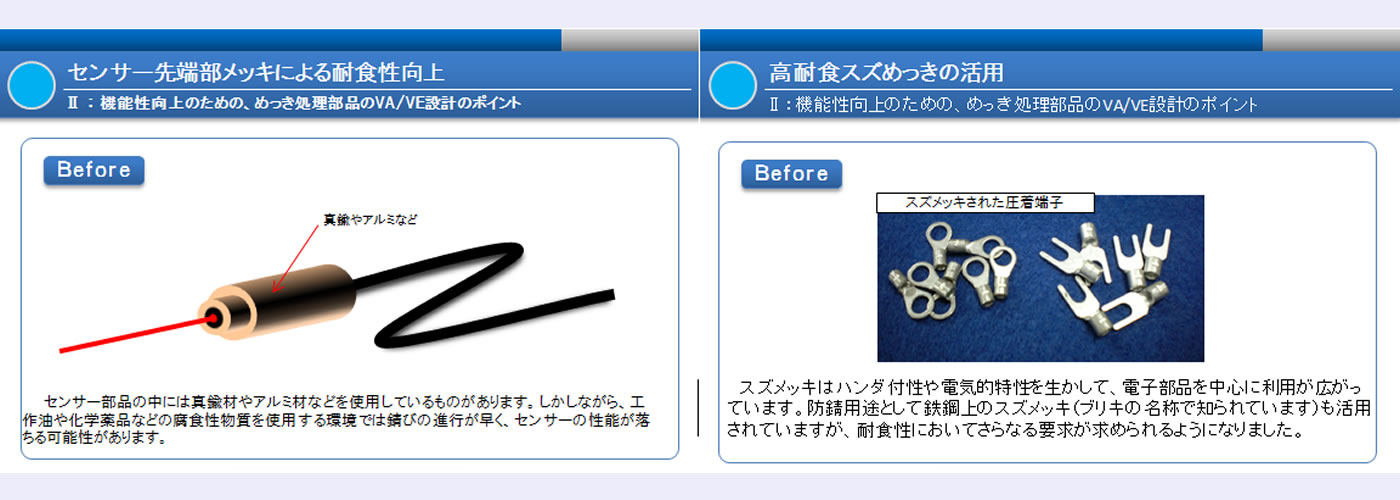
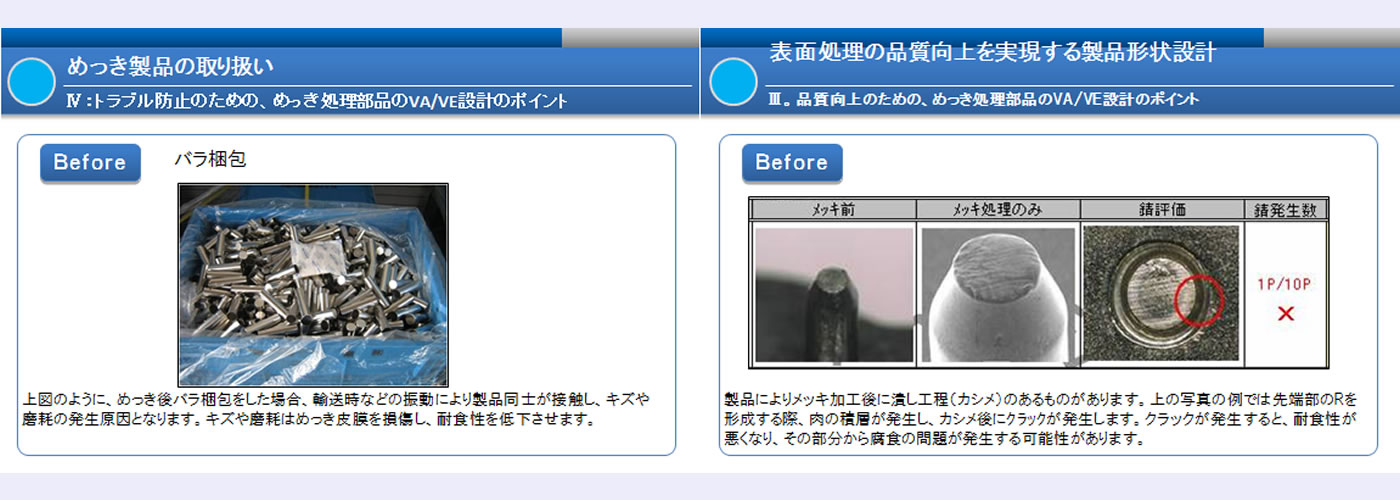
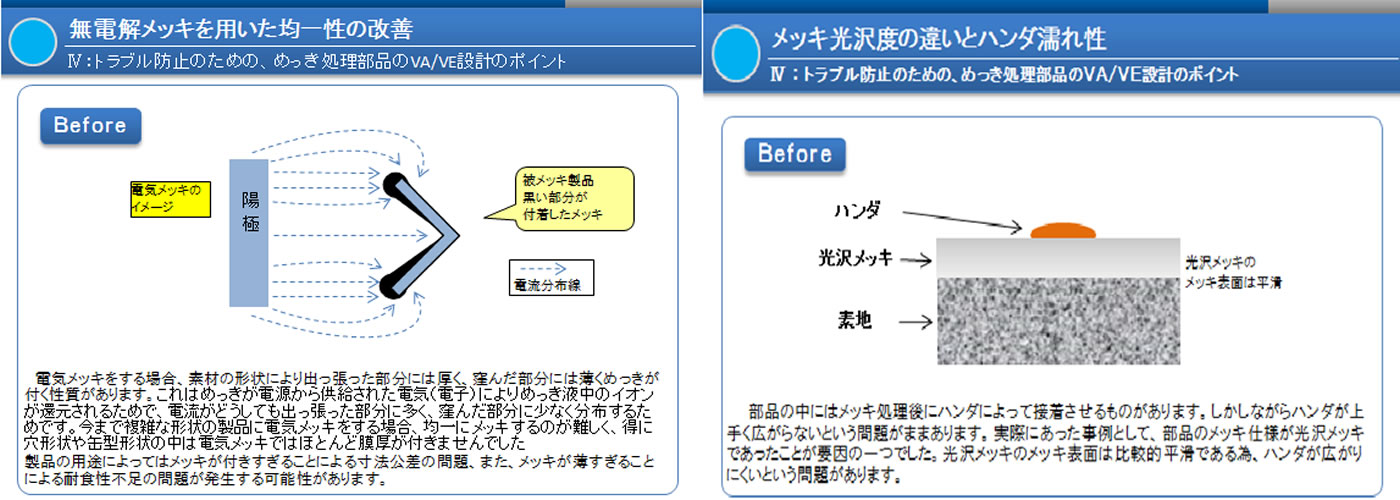
Before (改善前)
")
メッキ加工においては、光沢度が高いほど皮膜硬度が高く、後加工時に割れや剥離が発生しやすくなります。光沢度が高いニッケルメッキの基準値としては、皮膜硬度が 350 ~500Hv 程度となります。皮膜硬度が高く、後加工によってクラックの発生が伴うと、製品の歩留まりが悪化するため、製品 1 個あたりのコストアップを加味する必要があります。
V
After (改善後)
")
メッキ加工では、光沢度が低いほど皮膜硬度も低くなる傾向があります。光沢度が低いニッケルメッキの基準値としては、皮膜硬度が 130 ~ 200Hv 程度となります。皮膜硬度を低下させることで皮膜硬度も低下し、後加工でのクラックの発生が抑制できます。後加工のクラック発生を抑制することにより、製品歩留りを向上させトータルコストの削減を図ることが可能となります。